

























Product Training and Installation Instructions for Streamline® ACR Copper Press
High-pressure conditions, such as those encountered in refrigeration and cooling systems, require special care in the installation and treatment of piping systems. At the same time, leakage of the refrigerant must be avoided for ecological and economic reasons. ACR Copper press fittings are manufactured to the highest quality standards and have numerous safety features that conventional products do not have. However, professional storage, transport and on-site installation are at least as important.
1. Application areas and basics
Streamline® ACR Copper press fittings are suitable for use in HVAC/HVACR and VRV/VRF applications, heat pumps and similar circuits. They are available in sizes from 1/4" to 1 3/8" outside diameter. The fittings are designed to join hard and semi-hard copper tubes from 1/4" to 1 3/8" and soft (annealed) copper tubes up to 7/8". ACR Copper press fittings consist of a copper mechanical press fitting (CU-DHP / CW0024A, minimum 99.9% pure copper for the body) and factory installed black HNBR sealing rings. The fittings are designed for a maximum operating pressure of 48 bar.
Please note that ACR Copper Press fittings must not be connected to fittings from other manufacturers.
Our detailed product brochure is also available for download. If you have any questions about the application, the product or tools, our technical support (webuk@sanha.com | 01628 819 245) will be happy to help.
2. Installation by trained professionals
ACR Copper press fittings must be installed by trained professionals who use and are familiar with only the manufacturer's approved tools, jaws and slings.
3. Installation
Before you begin making your connection, you will need the following accessories:
Streamline® ACR Copper Press Fitting or fittings, copper pipe, pipe cutter, deburrer, cleaning cloth (item number 80961), Streamline® ACR depth gauge or tape measure, suitable pressing tool and ACR pressing die & loop, permanent marker.
- Cut the pipe at a right angle using a pipe cutter or a fine-toothed saw.
- Deburr the inner and outer diameters of the pipe using a deburring tool. Ensure that the pipe ends are free from burrs or sharp edges.
- Clean and smooth the pipe surface using a cleaning cloth. The pipe surface must be free from dents, scratches, dents and dirt.
- Mark the correct insertion depth of the fitting on the pipe using a Streamline® ACR insertion depth gauge. You can also use a tape measure and refer to the insertion depth table on the back of the bag.
- Remove the fitting from its sealed packaging and check that it is completely clean. Check both ends to ensure that the O-rings in each groove are present, clean and undamaged. Even tiny particles of dirt can compromise the seal!
- Turn the fitting slightly as you slide it onto the pipe. Slide it all the way up to the mark or until it stops. The outer edge must align with the marked insertion depth.
- Insert a suitable crimping die into a compatible crimping machine and position the die at a right angle to the tube, over both beads.
- The crimping machine must have a minimum crimping force of 19 (up to 5/8") and 32 kilonewtons (all sizes) and a stroke of 40 mm. For 1 1/8" and larger sizes, use a suitable ACR crimping sleeve, an adapter jaw and a compatible professional crimping tool.
- Position the crimping strap or jaw over both beads at a right angle to the pipe. Start the crimping process on the machine.
- Check that the connection between the beads is secure using the ACR gauge.

4. Further installation and safety instructions
- If you see scratches or damage (of any kind) on the pipe, cut the pipe behind the damage and start the installation steps.
- Store the fittings stes in sealed zip lock bags to protect them from contamination.
- Keep a minimum distance between two pressed fittings.
You will find an overview of suitable pipes in our brochure. - Do not force the pipe ends together before making the connection. Connections should only be made on an unloaded pipe.
- Complete the entire pressing cycle of the tool.
- Do not press any ACR Copper Press fitting more than once.
- The pipe must be aligned before the fitting is pressed, not after.
- Do not rotate the fittings after pressing.
- Always wear eye and hand protection.

Pressing
The pressing is done with special pressing jaws or a sling (from 1 1/8"). The tools have a "double contour" with which the fitting and pipe are pressed securely at three points (Tri-LockTM).
The design creates a particularly round pressing pattern and thus a more uniform, secure pressing. In addition, ACR Copper press fittings are just as hard as solder fittings - not soft and not susceptible to damage from dropping or the like. Please note that according to the International Mechanical Code (IMC) and Uniform Mechanical Code (UMC), mechanical fittings may not be used on annealed copper tubing with an outside diameter greater than 7/8".
Tools, pressing jaws and slings
In general, pressing machines with a pressing force of 19 (up to 5/8") or 32 kN (all dimensions) and a stroke of 40 mm can be used. It is important to follow the manufacturer's guidelines for the best use and required and regular maintenance of both the tool and the jaws and slings used in copper piping systems. Failure to do so may void the tool and jaw manufacturer's warranty and result in improper pressing of fittings.
Examples of pressing jaws from 1/4" - 1 3/8"
Compatible with e.g:
- Dewalt® DCE200M2
- Hilti NPR 32-A
- Klauke® UAP Series
- Milwaukee® M18™ FORCE LOGIC™ 29220
- Milwaukee® M18™ Long Throw 2773-20L
- Novopress ACO 103, ACO 203, ACO 203XL, ECO 203, EFP 203
- REMS 579011, 579010, 571014, 576011, 576010, 577010, 57211
- Ridgid® RP300 Serie 320-E, RP 330-B, RP 330-C / RP 340, RP 350
- Rothenberger ROMAX 3000, 4000 & AC ECO
- Rothenberger Compact TT (19 kN, see above)
For more information on manufacturers' tooling and/or jaw sets, please refer to the individual manufacturers' websites. Maintenance and calibration schedules recommended by individual tool and jaw manufacturers vary. Be sure to follow the instructions that apply to the brand of tool and jaw or sling set used.
Testing and Leak Detection
After installing Streamline® ACR Press Fittings, the system shall be tested for leaks. This can be done by pressurizing the system with dry nitrogen to a minimum of 50% of the system maximum operating pressure, up to 48 bar. If holding pressure for extended periods (up to 24 hours), then temperature impacts may need to be taken into account. System leaks can be detected by using a tracer gas and electronic leak detector. Any leaks that are identified will need to be cut out and replaced. When replacing a fitting, installers should carefully inspect the surface of that pipe before using another fitting to ensure a longitudinal scratch or other surface defect will not result in another leak. It is not allowable to braze the end of a leaking fitting. Always conduct a subsequent pressure test after any repairs are made. Federal, state, and local codes and regulations governing installation and testing must always be followed.

Quick Facts
- Broad offering of fitting types for today’s HVACR applications
- Available in diameters ranging from 1/4″ to 13/8″ OD
- Industry’s only press fitting with T.R.A.P. Technology, featuring DualSeal™ Ring Design
- Packaged in clean, clear, resealable bags
- Offered in convenient pack quantities
- Similar patterns and lay lengths as traditional braze copper fittings
- Compatible with R410A and other commonly used refrigerant gases and oils
- Proprietary jaws readily available from NovoPress® Tool
- Jaws compatible with leading full-size press tools on the market
Operating conditions
- Operating pressure: 48 bar max
- Operating temperature: -40 °C to 120 °C
- Maximum thermal load sealing ring: -40 °C to 150 °C
Approvals & Certificates
- UL 207
- UL 1963
- International Mech. Code (IMC)
- International Res. Code (IRC)
- Uniform Mech. Code (UMC)
- ASHRAE 15
- ASME B31.5
- CSA C22.2
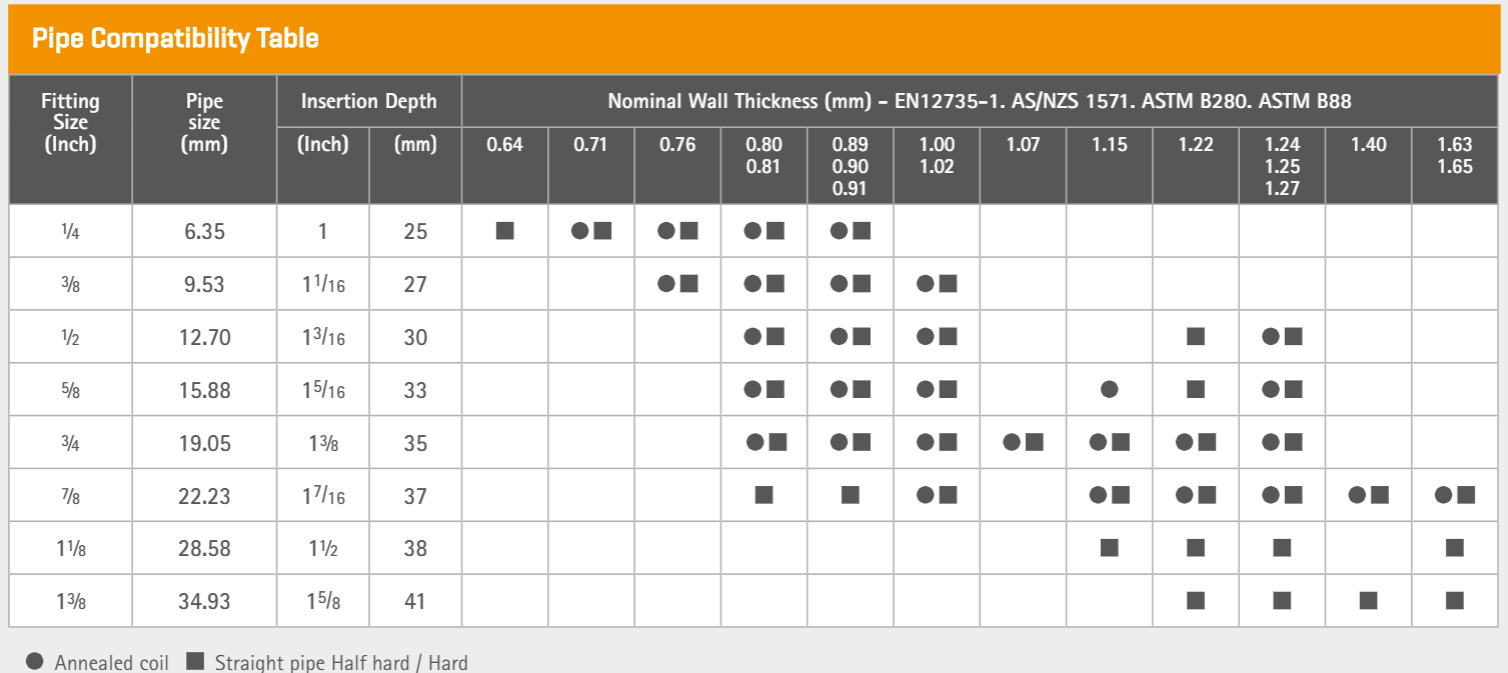
Pipe compatibility table
Approved refrigerants
R-125, R-134a, R-32*, R-404A, R-407A, R-407C, R-407F, R-407H, R-410A, R-417A, R-421A, R-422B, R-422D, R-427A, R-438A, R-444A*, R-447A, R-447B*, R-448A, R-449A, R-450A, R-452A, R-452B*, R-452C, R-454A*, R-454B, R-454C*, R-457A*, R-459A*, R-507A, R-513A, R-513B, R-718, R-32, R-1234ze*, R-1234yf*, R-290, R-600A*
*When using refrigants classified A2L (lower flammability), A2 (flammable) and A3 (higher flammability) additional/specific standards, local rules and regulations, codes of practice and by-laws may be applicable.








