
























Pokyny pro školení a instalaci produktu Streamline® ACR Copper Press
Podmínky vysokého tlaku, jaké se vyskytují v chlazení a chladicích systémech, vyžadují zvláštní péči při zpracování potrubních systémů. Zároveň je třeba z ekologických a ekonomických důvodů zabránit úniku chladiva. Lisovací tvarovky ACR Copper jsou vyráběny podle nejvyšších standardů kvality a mají četné bezpečnostní prvky, které běžné produkty nemají. Minimálně stejně důležité je však profesionální skladování, přeprava a instalace na místě.
1. Oblasti použití a základy
Streamline® ACR měděné lisovací spoje jsou vhodné pro použití v aplikacích HVAC/HVACR a VRV/VRF, tepelných čerpadlech a podobných obvodech. Jsou k dispozici ve velikostech od 1/4" do 1 3/8" vnějšího průměru. Navrženy pro spojení tvrdých a polotvrdých měděných trubek od 1/4" do 1 3/8" a měkkých (žíhaných) měděných trubek až do 7/8". Skládají se z měděné mechanické lisovací spojky (CU-DHP / CW0024A) s továrně instalovanými černými těsnicími kroužky HNBR. Maximální provozní tlak: 48 bar.
Upozorňujeme, že šroubení ACR Copper Press se nesmí připojovat k šroubením jiných výrobců.
Naše podrobná produktová brožura je také k dispozici ke stažení. Máte-li jakékoli dotazy týkající se aplikace, produktů nebo nástrojů, naše technická podpora (filipi@sanha.cz | +420 605 000 449) vám ráda pomůže.
2. Instalace odborníky:
Měděné lisovací spoje ACR musí být instalovány odborníky, kteří používají schválené nástroje, čelisti a popruhy výrobce.
3. Instalace
Než začnete s montáží spoje, budete potřebovat následující příslušenství:
lisovací šroubení nebo šroubení Streamline® ACR Copper, měděnou trubku, řezačku trubek, odhrotovač, čisticí utěrku (číslo výrobku 80961), hloubkoměr Streamline® ACR nebo měřicí pásmo, vhodný lisovací nástroj a lisovací čelist a smyčku ACR, permanentní fix.
- Trubku odřízněte v pravém úhlu pomocí řezačky na trubky nebo pilky s jemnými zuby.
- Odstraňte otřepy z vnitřního a vnějšího průměru trubky pomocí odhrotovacího nástroje. Ujistěte se, že konce trubky neobsahují žádné otřepy ani ostré hrany.
- Povrch trubky očistěte a vyhlaďte pomocí čisticího hadříku. Povrch trubky musí být bez prohlubní, škrábanců, deformací a nečistot.
- Správnou hloubku zasunutí armatury si na trubce vyznačte pomocí měřidla hloubky zasunutí Streamline® ACR. Můžete také použít měřicí pásku a řídit se tabulkou hloubky zasunutí na zadní straně obalu.
- Vyjměte spojku z uzavřeného obalu a zkontrolujte, zda je zcela čistá. Zkontrolujte oba konce a ujistěte se, že těsnicí kroužky v každé drážce jsou na svém místě, čisté a nepoškozené. I malé nečistoty mohou ohrozit těsnost spoje!
- Při nasazování na trubku s spojkou lehce otáčejte. Nasuňte ji úplně až k značce nebo na doraz. Vnější okraj musí odpovídat vyznačené hloubce zasunutí.
- Vložte vhodnou lisovací čelist do kompatibilního lisovacího stroje a umístěte ji v pravém úhlu k trubce nad oběma výstupky.
- Lisovací stroj musí mít minimální lisovací sílu 19 kN (do 5/8") a 32 kN (všechny rozměry) a zdvih 40 mm. Pro rozměry 1 1/8" a větší použijte odpovídající lisovací smyčku ACR, mezilehlou čelist a kompatibilní profesionální lisovací stroj.
- Umístěte lisovací smyčku nebo čelist přes obě drážky v pravém úhlu k trubce. Spusťte lisovací proces na stroji.
- Zkontrolujte, zda je spoj mezi výztužnými žebry pomocí měřidla ACR pevně utažený.

4. Další pokyny k instalaci a bezpečnosti:
- Pokud na trubce vidíte škrábance nebo poškození (jakéhokoli druhu), odřežte trubku za poškozením a pokračujte v instalaci.
- Skladujte spojky v uzavřených zip-lock sáčcích, aby byly chráněny před kontaminací.
- Udržujte minimální vzdálenost mezi dvěma lisovanými spoji.
- V naší brožuře najdete přehled vhodných trubek.
- Nesilte na sebe trubky před provedením spoje. Spojování by mělo probíhat pouze na nepřetížené trubce.
- Dokončete celý lisovací cyklus nástroje.
- Nelisujte žádnou měděnou lisovací spojku více než jednou.
- Trubka musí být zarovnána před lisováním spojky, ne po něm.
- Po lisování nesmíte otáčet spojkami.
- Vždy noste ochranu očí a rukou.

Lisování
Lisování se provádí speciálními lisovacími čelistmi nebo smyčkami (od 1 1/8"). Nástroje mají “dvojitou konturu”, který spojku a trubku lisuje bezpečně na třech místech (Tri-LockTM).
Tento design vytváří zvláště kulatý lisovací vzor a tím i rovnoměrnější a bezpečnější lisování. Navíc jsou měděné lisovací spojky ACR stejně tvrdé jako pájené spojky - nejsou měkké a nejsou náchylné k poškození pádem nebo podobně. Mějte na paměti, že podle Mezinárodního mechanického kódu (IMC) a Jednotného mechanického kódu (UMC) nesmí být mechanické spojky používány na žíhaných měděných trubkách s vnějším průměrem větším než 7/8".
Nástroje, lisovací čelisti a smyčky
Obecně lze použít lisovací stroje s lisovací silou 19 (< 5/8") resp. 32 kN (všechny rozměry) a zdvihem 40 mm. Je důležité dodržovat pokyny výrobce pro nejlepší použití a požadovanou pravidelnou údržbu jak nástroje, tak čelistí a popruhů používaných v měděných potrubních systémech. Nedodržení tohoto postupu může zrušit záruku výrobce nástroje a čelistí a vést k nesprávnému lisování spojek.
Příklady pro lisovací čelisti od 1/4" do 1 3/8"
- Dewalt® DCE200M2
- Hilti NPR 32-A
- Klauke® UAP Series
- Milwaukee® M18™ FORCE LOGIC™ 29220
- Milwaukee® M18™ Long Throw 2773-20L
- Novopress ACO 103, ACO 203, ACO 203XL, ECO 203, EFP 203
- REMS 579011, 579010, 571014, 576011, 576010, 577010, 57211
- Ridgid® RP300 Serie 320-E, RP 330-B, RP 330-C / RP 340, RP 350
- Rothenberger ROMAX 3000, 4000 & AC ECO
- Rothenberger Compact TT (19 kN, viz výše)

Rychlé informace
- Široká nabídka typů spojek pro současné aplikace v oblasti HVACR.
- K dispozici v průměrech od 1/4" do 1-3/8" vnějšího průměru.
- Jedinečná lisovací spojka v odvětví s technologií T.R.A.P.™, která obsahuje design DualSeal™ Ring.
- Baleno v čistých, průhledných, znovu uzavíratelných sáčcích.
- Nabízeno v pohodlných baleních.
- Podobné vzory a délky jako tradiční pájené měděné spojky.
- Kompatibilní s R410A a dalšími běžně používanými chladicími plyny a oleji.
- Vlastní čelisti jsou snadno dostupné od nástroje NovoPress®.
- Čelisti jsou kompatibilní s předními lisovacími nástroji na trhu.
Provozní podmínky
- Maximální provozní tlak: 48 barů.
- Provozní teplota: -40 °C až 120 °C.
- Maximální tepelné zatížení těsnicího kroužku: -40 °C až 150 °C.
Schválení a certifikáty
- UL 207
- UL 1963
- Mezinárodní mechanický kód (IMC)
- Mezinárodní stavební kód (IRC)
- Jednotný mechanický kód (UMC)
- ASHRAE 15
- ASME B31.5
- CSA C22.2
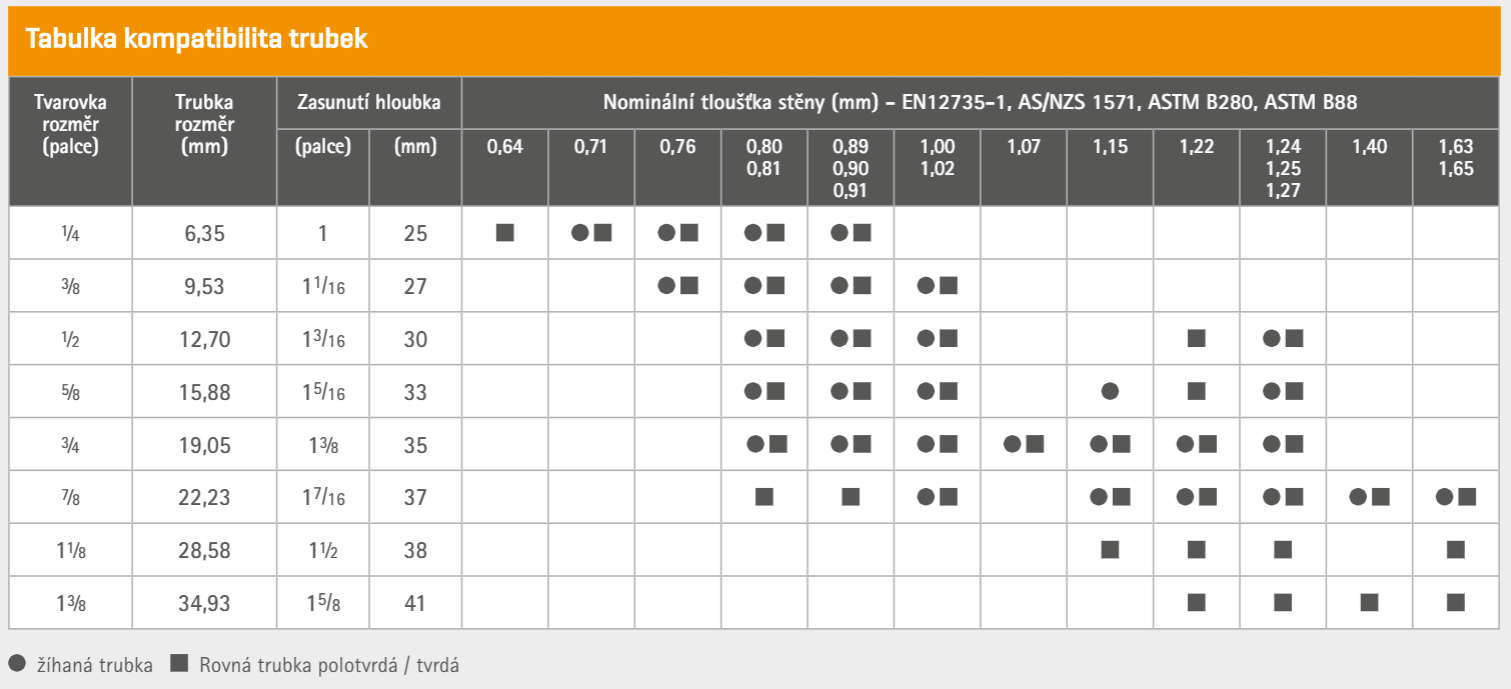
Tabulka kompatibilita trubek
Schválené chladiva
R-125, R-134a, R-32*, R-404A, R-407A, R-407C, R-407F, R-407H, R-410A, R-417A, R-421A, R-422B, R-422D, R-427A, R-438A, R-444A*, R-447A, R-447B*, R-448A, R-449A, R-450A, R-452A, R-452B*, R-452C, R-454A*, R-454B, R-454C*, R-457A*, R-459A*, R-507A, R-513A, R-513B, R-718, R-32, R-1234ze*, R-1234yf*, R-290, R-600A*
*Při použití chladiv klasifikovaných jako A2L (nízká hořlavost), A2 (hořlavé) a A3 (vyšší hořlavost) mohou platit další/specifické normy, místní předpisy a nařízení, kodexy praxe a vyhlášky.








